Introduction
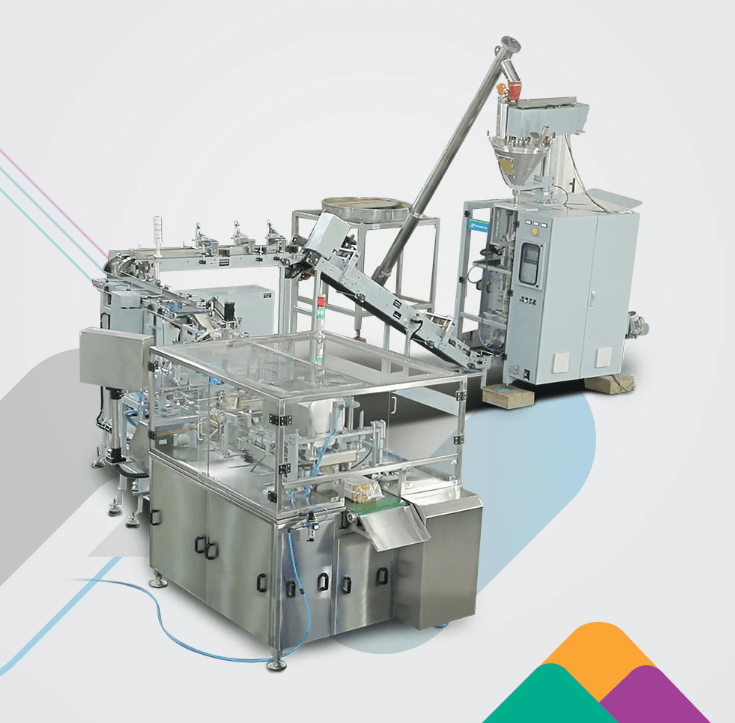
Modern manufacturing facilities require speed, precision, and operational consistency to remain competitive in fast-moving industrial markets. From food and beverage production to pharmaceutical distribution and consumer goods packaging, companies are increasingly adopting advanced automation systems to improve productivity and reduce manual handling errors. A high-performance case packer machine plays a critical role in this transformation by streamlining end-of-line packaging operations with exceptional accuracy and efficiency.
Businesses seeking reliable packaging automation solutions often prioritize machine durability, intelligent control systems, and flexible integration capabilities. In high-volume production environments, modern robotic and servo-driven packaging systems significantly reduce labor dependency while ensuring product safety and packaging consistency. Investing in a technologically advanced case packer machine enables manufacturers to maintain faster production cycles, minimize downtime, and improve overall operational efficiency across multiple packaging formats.
Understanding the Role of a Case Packer Machine
A case packing system is designed to automatically load products into corrugated boxes, cartons, or shipping containers with minimal human intervention. These systems are widely used in industries that demand rapid packaging throughput and accurate product orientation during transportation and storage.
Advanced packaging automation technologies now support multiple loading configurations, including top-load, side-load, wrap-around, and robotic pick-and-place applications. Modern manufacturers prefer intelligent packaging systems that can handle bottles, cans, pouches, jars, cartons, and flexible containers without compromising packaging integrity.
Industrial automation specialists recommend integrating a case packer machine with conveyor systems, robotic arms, barcode inspection units, and palletizing solutions to create a fully automated packaging line capable of supporting large-scale production requirements.
Why Automated Packaging Solutions Matter
Automation has become essential for manufacturers facing rising labor costs, increasing consumer demand, and strict packaging compliance standards. Companies adopting automated packaging equipment benefit from improved workflow management and reduced operational risks.
An advanced packaging line equipped with a high-speed case packer machine offers several measurable advantages:
- Faster packaging throughput for large production volumes
- Reduced product damage during case loading operations
- Improved packaging consistency and carton alignment
- Lower labor costs and reduced manual handling
- Enhanced workplace safety and operational reliability
Industrial facilities operating in highly regulated sectors such as pharmaceuticals and food processing rely heavily on automated packaging systems to maintain hygiene standards, traceability, and packaging accuracy.
See also: Social Impact of Technology
Types of Case Packer Machines
Different manufacturing sectors require unique packaging configurations depending on product dimensions, production speed, and shipping requirements. Selecting the right packaging equipment is essential for maintaining operational efficiency.
Top-Load Case Packers
Top-load systems place products vertically into pre-formed cartons or shipping boxes from above. These machines are ideal for fragile products, glass bottles, dairy containers, and packaged foods requiring gentle handling.
A modern case packer machine with top-load technology often integrates robotic grippers and servo-controlled positioning systems for improved precision during high-speed operations.
Side-Load Case Packers
Side-load systems push products horizontally into cases and are commonly used for beverage packaging, canned goods, and retail-ready packaging solutions. These systems are known for their ability to handle high production speeds efficiently.
Manufacturers implementing automated conveyor integration frequently choose side-load case packer machine solutions because of their compact footprint and excellent adaptability in limited production spaces.
Wrap-Around Case Packers
Wrap-around packaging systems form corrugated blanks around grouped products, reducing packaging material consumption while improving carton strength. These systems are widely preferred in beverage, dairy, and household product industries.
Packaging engineers often recommend wrap-around case packer machine technology for businesses aiming to improve sustainability initiatives and lower overall packaging material costs.
Robotic Case Packers
Robotic systems use advanced vision sensors and articulated robotic arms to pick and place products into shipping cartons with exceptional flexibility. These machines are ideal for facilities handling multiple product sizes and packaging formats.
Facilities transitioning toward Industry 4.0 manufacturing standards increasingly deploy robotic case packer machine systems for smart factory automation and real-time production monitoring.
Key Features of Modern Case Packer Machines
Today’s automated packaging systems incorporate advanced engineering and intelligent software technologies that improve efficiency and machine reliability.
Servo-Driven Precision Control
Servo motors provide accurate product positioning, smooth motion control, and rapid changeover capabilities. These systems significantly improve case packing consistency while reducing packaging errors.
Intelligent Human Machine Interface (HMI)
User-friendly touchscreen interfaces simplify machine operation, allowing operators to monitor packaging speed, diagnose faults, and adjust production settings efficiently.
Flexible Product Handling
Modern packaging systems support various packaging formats, making them suitable for industries producing multiple SKUs and changing packaging dimensions regularly.
High-Speed Production Capacity
Industrial manufacturers prioritize packaging systems capable of operating continuously under demanding production schedules. A reliable case packer machine ensures maximum uptime and efficient workflow management.
Integrated Safety Mechanisms
Advanced packaging equipment includes emergency stop systems, protective guarding, and sensor-based monitoring features to ensure operator safety and compliance with industrial safety standards.
Industries Using Case Packer Machines
Automated case packing technology has become essential across multiple industries due to increasing production demands and the need for packaging consistency.
Food and Beverage Industry
Food manufacturers require hygienic and high-speed packaging systems capable of handling delicate packaging materials and maintaining product integrity during transportation.
Automated beverage production facilities commonly integrate a case packer machine with bottling lines, labeling systems, and palletizers for complete end-of-line automation.
Pharmaceutical Industry
Pharmaceutical packaging operations demand precision, traceability, and contamination-free handling processes. Automated packaging equipment helps maintain strict compliance with industry regulations.
Consumer Goods Manufacturing
Household products, cosmetics, and personal care brands rely on flexible packaging systems that can manage diverse product shapes and packaging formats efficiently.
E-Commerce and Logistics
Rapid growth in online retail has increased the demand for automated shipping preparation systems. Warehousing facilities use advanced case packer machine technology to accelerate order fulfillment operations and improve packaging accuracy.
How to Choose the Right Case Packer Machine
Selecting the ideal packaging system depends on production goals, available facility space, and product handling requirements. Businesses should evaluate several critical factors before investing in automated packaging equipment.
Production Speed Requirements
Manufacturers should assess hourly production targets and machine throughput capabilities to ensure long-term operational efficiency.
Product Dimensions and Packaging Formats
Different packaging systems are optimized for specific product types, carton sizes, and packaging materials. Choosing flexible machinery ensures scalability for future production needs.
Integration Capabilities
A high-quality case packer machine should integrate seamlessly with existing conveyor systems, robotic solutions, inspection units, and warehouse automation technologies.
Maintenance and Technical Support
Reliable after-sales support, spare parts availability, and preventive maintenance services are essential for minimizing downtime and maintaining production continuity.
Energy Efficiency
Modern industrial facilities increasingly prioritize energy-saving packaging technologies that reduce power consumption while maintaining high operational performance.
Future Trends in Packaging Automation
The packaging industry continues to evolve with advancements in robotics, artificial intelligence, and smart manufacturing technologies. Future-ready production facilities are investing heavily in connected automation systems capable of delivering real-time operational insights.
AI-driven packaging optimization, machine learning diagnostics, and predictive maintenance technologies are expected to transform packaging efficiency over the coming years. Smart factories equipped with intelligent case packer machine systems can improve production planning, reduce waste, and enhance supply chain visibility.
Sustainable packaging is also becoming a major industry priority. Manufacturers are increasingly adopting eco-friendly corrugated materials and energy-efficient packaging machinery to support environmental responsibility initiatives.
Benefits of Investing in Advanced Packaging Equipment
Businesses investing in automated packaging systems gain a significant competitive advantage through increased productivity and reduced operational costs.
Key long-term advantages include:
- Improved production scalability
- Lower packaging waste and material costs
- Enhanced shipment accuracy and product protection
- Reduced labor dependency and workplace injuries
- Faster return on investment through operational efficiency
A professionally engineered case packer machine provides manufacturers with the flexibility, reliability, and speed needed to meet modern packaging demands while supporting future business growth.
Conclusion
As industrial production continues to accelerate worldwide, manufacturers require intelligent packaging systems capable of delivering speed, precision, and operational reliability. Automated packaging technologies have become essential for businesses seeking to improve productivity, reduce manual labor, and maintain consistent packaging quality.
Implementing a high-performance case packer machine allows companies to optimize end-of-line packaging operations, support large-scale production demands, and remain competitive in rapidly evolving global markets. With advancements in robotics, smart automation, and sustainable packaging technologies, modern case packing systems are shaping the future of industrial packaging efficiency.
Frequently Asked Questions
What is a case packer machine used for?
A case packer machine is used to automatically place products into cartons, corrugated boxes, or shipping cases for efficient transportation and storage in manufacturing facilities.
Which industries commonly use automated case packing systems?
Food and beverage, pharmaceutical, cosmetics, household products, logistics, and e-commerce industries commonly rely on automated packaging solutions for high-speed production environments.
What are the main benefits of automated packaging equipment?
Automated packaging systems improve production speed, reduce labor costs, enhance packaging consistency, minimize product damage, and increase overall operational efficiency.
How does a robotic case packer differ from conventional systems?
Robotic case packers use advanced robotic arms and vision systems for flexible product handling, while traditional systems rely on fixed mechanical loading configurations.
Can a case packer machine handle multiple product sizes?
Yes, modern packaging systems are designed with flexible changeover capabilities, allowing manufacturers to process various product dimensions and packaging formats efficiently.
Why is packaging automation important for modern manufacturing?
Packaging automation improves productivity, reduces operational errors, enhances workplace safety, and supports large-scale industrial production requirements with consistent packaging quality.